
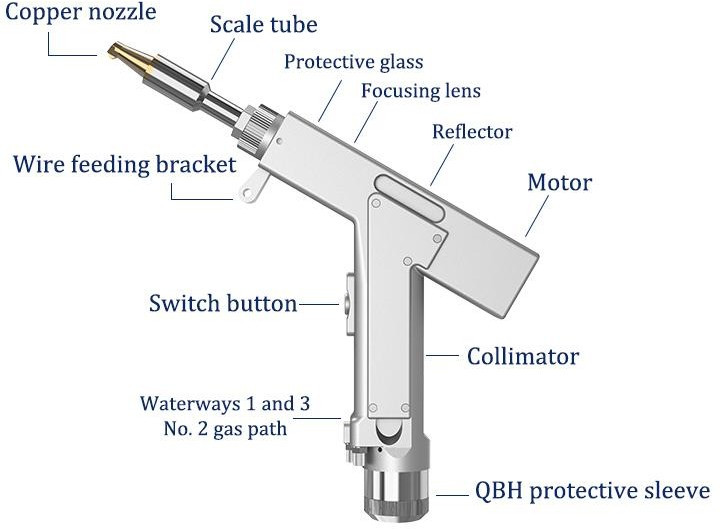
Handhållet lasersvetshuvud SUP 30S

Säker.- Säker
Oberoende forskning och utveckling av säkerhetsdetekteringssystem, inrätta ett antal trygghetslarm, säkerhet och stabilitet
Tidsbesparande - effektivt och bekvämt
Fokusspegel, skyddsspegellåda, bekvämt utbyte
Lätthet - Lätthet minskar belastningen
Mindre storlek, lättare vikt, flexibel drift, lätt att använda
Kvalitet - vacker svetsning - stabil prestanda
Hög svetshållfasthet, liten deformation, högt smältdjup
Prestanda - Flera funktioner
Stöd handhållen kontinuerlig svetsning, punktsvetsning, rengöring, skärning, "hand" "sedan" - kropp, lösenordsauktorisering
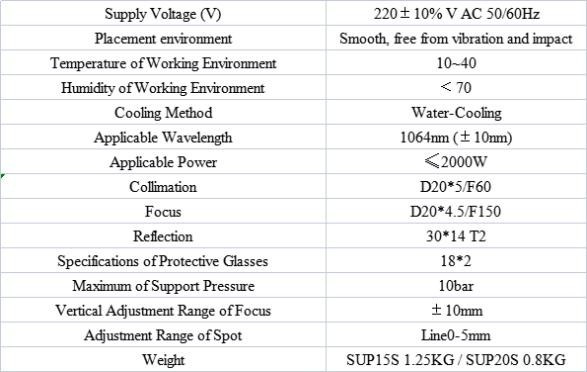
Super welding head är ett handhållet svetsskärhuvud som lanserades 2019. Produkten omfattar handhållna svetspistoler och egenutvecklade styrsystem, och är utrustad med flera säkerhetslarm och aktiva säkra ström- och släckningsinställningar.Denna produkt kan anpassas till olika märken av fiberlasrar;den optimerade optiska och vattenkylda designen gör att laserhuvudet kan arbeta stabilt under lång tid under 3000W.
Grundläggande funktioner: Egenutvecklat styrsystem, flera säkerhetslarm, mindre storlek, flexibel manövrering och enkel att använda.
Mer stabil: Alla parametrar är synliga, realtidsövervakning av hela maskinens status, för att undvika problem i förväg, mer bekvämt att felsöka och lösa problem, för att säkerställa en stabil drift av svetshuvudet.
Process: Alla parametrar är synliga, svetskvaliteten är mer perfekt, deformationen är liten och penetrationen är hög.
Stabila parametrar och hög repeterbarhet: det bestämda munstyckets lufttryck och linsstatus, så länge lasereffekten är stabil måste processparametrarna vara repeterbara.Förbättra effektiviteten avsevärt, samtidigt som operatörens krav minskar.
1) Säkerställ tillförlitlig jordning före strömförsörjning.
2) Laserutgångshuvudet är anslutet till svetshuvudet.Kontrollera laserutgångshuvudet noggrant när du använder det för att förhindra damm eller annan förorening.När du rengör laserutgångshuvudet, använd speciellt linspapper.
3) Om utrustningen inte används i enlighet med de metoder som specificeras i denna handbok, kan den vara i onormalt fungerande skick och orsaka skada.
4) När du byter ut skyddslinsen, se till att skydda den.
5) Observera: När du använder den för första gången, när det röda ljuset inte kan komma ut ur kopparmunnen, se till att inte avge ljus
Leveransdetaljer för handhållet svetshuvud
★ Första lagret
SUP20S svetshuvud 1st
System 1 set
Systemkabel standard 10m
★ Andra lagret
Kopparmunstycke 7st Skärmunstycke 1st
Skalrör 1st
Skyddslins 10st
Markklämma 1 st
Skärmanslutningskabel 1m
Display skärm spänne 1 set
★ Tredje lagret
Skärm 1 st
nedre strömbrytare 2st
Controllerkabeldefinition

Styrenhetens strömförsörjningsterminal
Strömförsörjningen använder 5P-gränssnittet, och den medföljande 24V switchande strömförsörjningen och 15V switchande strömförsörjning används för strömförsörjning
Observera att 15V switchande strömförsörjning skiljer de positiva och negativa polerna, V1 är ansluten till 15V+, V2 är ansluten till 15V-, och eventuell COM på 15V switching power supply ansluts till stift 2 GND!
Observera att strömförsörjningen måste vara jordad!
Styrenhet LCD24/5000
LCD-kabeln levereras med enheten och kan anslutas direkt.Se figuren ovan för specifika definitioner
Styrsignalgränssnitt 1
①/②Pin är ingången för lufttryckslarmsignalen, om du behöver aktivera (kabeldragning krävs), ställ in lufttryckslarmnivån i bakgrunden som hög, annars är den låg
③/④-stiftet är vattentankens larmsignalingång.Om du behöver aktivera det (kabeldragning krävs), ställ in lufttryckslarmnivån i bakgrunden som hög, annars är den låg
⑤Nummerstiftet är referensjorden för säkerhetsjordlåset och den är direkt ansluten till bearbetningsarbetsstycket med en tråd
⑥ Nr stift är säkerhetsjordlåset på svetshuvudet, anslutet till den blå tråden på trekärnigtråden, när svetshuvudet vidrör arbetsstycket är säkerhetslåset på vid denna tidpunkt
⑦Sifferstiftet är omkopplaren på svetshuvudet, ansluten till den bruna tråden på den trekärniga tråden
⑧Pinnummer är svetshuvudets ljusströmbrytare, ansluten till den svarta tråden på den trekärniga tråden, när avtryckaren trycks in är avtryckarknappen på
Observera att endast när det inte finns något larm och signalen från säkerhetslåset och utlösningsknappen är på, kommer utsignalen från den efterföljande porten att skickas ut.
Styrsignalgränssnitt 2
Den andra änden av signalgränssnittet använder ett 6P-gränssnitt, och luftventilen är relaterad till trådmatningen
①Reserverade fötter
②Reserverade fötter (synkroniserad med 4-stiftssignal)
③/④Foten är ventilens 24V-utgång, anslut till ventilen
⑤/⑥Pinnen är trådmatarens signaltråd, trådmatarens signalport, oavsett positiv eller negativ
Styrenhetens kopplingsschema
①/②Pin är ingången för lufttryckslarmsignalen, om du behöver aktivera (kabeldragning krävs), ställ in lufttryckslarmnivån i bakgrunden som hög, annars är den låg
③/④-stiftet är vattentankens larmsignalingång.Om du behöver aktivera det (kabeldragning krävs), ställ in lufttryckslarmnivån i bakgrunden som hög, annars är den låg
⑤Nummerstiftet är referensjorden för säkerhetsjordlåset och den är direkt ansluten till bearbetningsarbetsstycket med en tråd
⑥ Nr stift är säkerhetsjordlåset på svetshuvudet, anslutet till den blå tråden på trekärnigtråden, när svetshuvudet vidrör arbetsstycket är säkerhetslåset på vid denna tidpunkt
⑦Sifferstiftet är omkopplaren på svetshuvudet, ansluten till den bruna tråden på den trekärniga tråden
⑧Pinnummer är svetshuvudets ljusströmbrytare, ansluten till den svarta tråden på den trekärniga tråden, när avtryckaren trycks in är avtryckarknappen på
Observera att endast när det inte finns något larm och signalen från säkerhetslåset och utlösningsknappen är på, kommer utsignalen från den efterföljande porten att skickas ut.
Styrsignalgränssnitt 2
Den andra änden av signalgränssnittet använder ett 6P-gränssnitt, och luftventilen är relaterad till trådmatningen
①Reserverade fötter
②Reserverade fötter (synkroniserad med 4-stiftssignal)
③/④Foten är ventilens 24V-utgång, anslut till ventilen
⑤/⑥Pinnen är trådmatarens signaltråd, trådmatarens signalport, oavsett positiv eller negativ
Styrsignalgränssnitt 3
①Pin är laserlarmsignalingången +, om du behöver aktivera den, ställ in larmnivån för lufttrycket till högt i bakgrunden
②Pin är enable+, anslut till laser enable+
③ Stiftet är 24V utgång, direkt utgång 24V+ efter ström på
④Pet No. är en gemensam grund (referensgrund för fötter 1/2/3/5)
⑤Sifferstiftet är analog kvantitet + utgång, den analoga kvantiteten anges
⑥Pin är PWM-modulerad signal
⑦Nummerstiftet är PWM+-modulationssignal
Styrenhetens kopplingsschema

Obs: COM-uttaget för ±15V omkopplingsströmförsörjning och -V (0V)-uttaget för +24V omkopplingsströmförsörjning måste vara anslutna till GND och helt anslutna till arbetsstycket samtidigt.Skalet på strömförsörjningen måste vara ansluten till marken, annars kan ett säkerhetsjordlåslarm uppstå och inget ljus kommer att sändas ut.
Optiskt ingångsgränssnitt
SUP-svetshuvud är lämpligt för de flesta industriella lasergeneratorer.Vanligt använda optiska fiberkontakter inkluderar IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin, etc. Optiken måste hållas ren och allt damm måste avlägsnas före användning
När fibern sätts in måste skärhuvudet roteras 90 grader för att vara horisontellt, och sedan används fibern för att förhindra att damm faller in i gränsytan.
Gränssnitt för skyddsgas och vattenkylare
Vattenröret och luftrörets gränssnitt kan installeras med slangar med en ytterdiameter på 6MM och en innerdiameter på 4MM.Luftvägen går in i mitten och de två sidorna är vatteninlopps- och utloppsrörledningar (oavsett riktningen på inloppet och utloppet) , Som visas nedan:

Kylsystemet är uppdelat i vattenkretsdelen av svetshuvudet och vattenkretsdelen av det optiska fiberhuvudet, som är anslutna i serie, som visas i figuren nedan:

Anslutningsgränssnitt för svetspistol och kontrollbox
Svetspistolen och kontrollboxen använder tre ledningar för att ansluta, inklusive: tvåkärnig motorkraftledning, femkärnig motorsignalledning, trekärnig säkerhetsjordlås och triggerknapplinje
Motorström-/signalledningarna (två svarta ledningar) är direkt anslutna till motordelen av svetshuvudet och kan demonteras (två alternativ finns tillgängliga: 1. Öppna motorkåpan och sidoplattan på den handhållna svetspistolen 2. Öppna kontrollbox Alla är pluggar)
Säkert lås- och utlösningsknapp med tre kärnor. Löstagbar flygkontakt: Säkert lås- och knappledningar, varav 1 är blå, 2 är svart och 3 är brun (ansluten till stift 6/7/8 på signalgränssnitt 1, se kabeldefinition för kontrollboxen ovan för detaljer)
Installation av trådmatare
Antennkontakten med två kärnor i änden av trådmataren är ansluten till stift 5/6 på signalgränssnitt 2. Se följande för den specifika installationsmetoden
Klicka: Installationsinstruktioner för trådmatare (appletar)
Kontrollpanel och driftguide (följande är version 3.3)
Driftsammanfattning och driftguide
Manöverpanelen i SUP-serien består huvudsakligen av pekskärm och kontrollbox.
Tryck på huvudsidan, process, inställning och övervakning av driftgränssnittet.
Pekskärmsdrift huvudskärm

①I detta gränssnitt kan du se aktuella processparametrar och omedelbar larminformation.
②Lasern är aktiverad och den röda indikatorlampan är PÅ när den slås på.
③ Säkerhetslåset är vanligtvis grått, och när svetshuvudet vidrör arbetsstycket blir det grönt och kan bearbetas.
④ Val av svetsläge, standard är kontinuerligt.När den är inställd på punktsvetsning kan den avge ljus intermittent för punktsvetsning, vilket är bekvämt för att kontrollera punktsvetstiden på grund av mänskliga fel.Denna funktion måste ställas in efter behov (version 3.3 är ovanstående funktion)
Process operation huvudskärm

①Processgränssnittet innehåller processparametrarna för felsökning, som kan ändras genom att klicka på rutan.När ändringen är klar klickar du på OK och sparar den sedan i genvägsprocessen.När du använder den klickar du på Importera (Ändra-Spara-Importera).
②Scanningshastighetsintervallet är 2-6000 mm/S, och skanningsbreddsintervallet är 0^5 mm.Skanningshastigheten begränsas av skanningsbredden.Begränsningsförhållandet är: 10≤skanningshastighet/(skanningsbredd*2) ≤1000 Om det överskrider gränsen blir det automatiskt gränsvärdet.När skanningsbredden är inställd på 0, kommer den inte att skanna (dvs. punktljuskälla) (den vanligaste skanningshastigheten: 300 mm/S, bredd 2,5 mm).
③Toppeffekten måste vara mindre än eller lika med lasereffekten på parametersidan (till exempel är lasereffekten 1000W, då är värdet inte högre än
1000).
④Duty ratio område 0~100 (standard 100, behöver vanligtvis inte ändras).
⑤Det rekommenderade pulsfrekvensområdet är 5-5000Hz (standard är 2000, vanligtvis behöver det inte ändras).
⑥Klicka på knappen HJÄLP uppe till höger för att få fler relaterade parameterförklaringar.
Processreferens (med förbehåll för faktiska förhållanden, följande är endast för referens)

Ställ in drift huvudskärmen
Lösenord 123456

①Lasereffekten är den maximala effekten för lasern som används.
②Omkopplarens luftfördröjning är som standard 200ms, och intervallet är 200ms-3000ms.
③När lampan tänds kommer den gradvis att öka från N1% av processeffekten till 100%;när ljuset släcks kommer det gradvis att öka från 100 % av processeffekten.
Till N2;(som visas i figuren nedan).

④Kompensation för trådmatningsfördröjning är trådmatningsförskottstiden i förhållande till ljussignalen, som kan användas tillsammans med uttagsfunktionen.
⑤ Maximal temperaturlarmtröskel är 70 ℃.När värdet är satt till 0 kommer temperaturlarmet inte att detekteras.
⑥Scankorrigeringskoefficientområde 0,01~4, koefficientmållinjebredd/mätlinjebredd: generellt 1,25.
⑦Lasercentrumförskjutning -3~3mm, minska den och flytta den till vänster, öka den och flytta den till höger.
⑧Larmnivåsignalen är standard, och det skärmade larmet kan ändras direkt till motsvarande nivådetektering.
⑨Punktsvetslängd är den ljusemitterande tiden efter att avtryckaren tryckts in, det vill säga, även om knappen släpps, kommer ljuset fortfarande att sändas ut enligt den tid som spenderats (V3.3-versionen är ovanstående funktion)
⑩Punktsvetsintervalltid är stoppljustiden mellan två punktsvetsningar efter att du har tryckt på avtryckarknappen (V3.3 version och högre funktion)
⑧Klicka på knappen HJÄLP uppe till höger för att få mer relaterad parameterförklaring.
Övervakning av huvudgränssnitt

Detta gränssnitt visar status för varje detektionssignal och enhetsinformation
Klicka på enhetsauktoriseringen för att komma in i gränssnittet för auktoriserad användningstid, efter att ha angett lösenordet kan systemet auktoriseras för användningstiden. Auktoriseringskryptering och dekrypteringsmetoder är desamma:
Systemdekrypteringsmeto






